кућазанатиПоправка главе цилиндра дизел мотора уради сам
Поправка главе цилиндра дизел мотора уради сам
Детаљно: уради сам поправка главе цилиндра дизел мотора од правог мајстора за ру.елецтрицсци.цом/35.
Поправка главе почиње темељним прањем керозином или растварачем. Уклањамо наслаге угљеника из коморе за сагоревање и са плоча вентила металном четком причвршћеном у стезној глави електричне бушилице. Приликом растављања механизма вентила, биће вам потребан крекер вентила, на пример, као што је приказано на слици испод, али најефикаснији је лако направити сопственим рукама, према цртежима објављеним у овом чланку.
Пре и после демонтаже, пажљиво прегледајте главу цилиндра. Пукотине, чипови на било ком месту главе нису дозвољени. Ако се сумња да је расхладна течност ушла у уље, проверавамо главу да ли цури, за то је потребно зачепити рупе у расхладној јакни и, спуштајући главу у топлу воду, убризгати компримовани ваздух у њу под притиском од 1,5 - 2,0 кг. У року од 1,5 минута мехурићи ваздуха не би требало да изађу. Детаљније о таквој провери, као ио поправци напукле главе, писао сам овде.
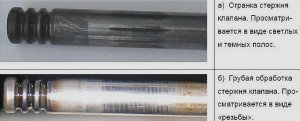
Седла вентили. Облик скошења седишта вентила је приказан на фотографији. На радним косинама седишта у зони контакта са вентилима не би требало да буде корозије, удубљења, прегоревања и оштећења. Мала оштећења отклањамо уклањањем (што мање метала) посебним сетом глодала са вођицама (на пример, висококвалитетни сет америчке компаније НИУВЕИ). О томе сам детаљно писао у овом чланку.
Након тога темељно оперите главу, седишта и уљне канале, а затим их издувајте компримованим ваздухом.
Водилице вентила. Проверавамо зазор између проводних чаура и стабла вентила, респективно, мерењем вретена вентила микрометром и отвора водеће чауре помоћу мерача проврта. Зазор за нове чауре: 0,022 - 0,055 мм за усисне вентиле и 0,029 - 0,062 мм за издувне вентиле. Када се носи, максимални дозвољени клиренс је 0,3 (у одсуству повећане буке). Ако се повећани зазор између водича и вентила не може елиминисати заменом дебљим вентилом, онда мењамо чахуру водича (истиснемо је) - прочитајте о томе овде.
Видео (кликните за репродукцију).
Могуће је повећати пречник вретена вентила хромирањем, под условом да нема степеница (неједнаког хабања пречника) на вретену. Ако су утиснуте нове чауре (боље је наручити бронзане чауре за стругача), онда се након утискивања морају распоредити посебним развртачем са дугачком вођицом. Затим брусимо вентиле до седла пастом за лапирање (пожељно на бази воде) - прочитајте овде како то исправно урадити.
Такође, проверавамо вентиле индикатором бројчаника на одсуство кривине шипке, померамо вентил у две мале призме и посматрамо одступања стрелице индикатора. Одступање чак и у неколико стотинки мм. неприхватљиво. Уљне заптивке се, наравно, замењују новим.
Пусхерс вентили: проверавамо њихову радну (трљајућу) површину, не би требало да има огреботине и огреботине.
Цамсхафт , радне површине брегова, површине испод сабирнице, као и ексцентри (не сви) су бељени или цементирани ради повећања отпорности на хабање, ове површине морају бити полиране и немају огреботине, огреботине и хабања у виду огреботине, степенице.
Ако постоје дубоки ризици и горе наведени недостаци, вратило се мора заменити. Постављамо брегасту осовину на две призме и проверавамо радијални отклон помоћу индикаторског постоља.Излаз из рукаваца лежајева и задње стране брега не би требало да прелази 0,02 мм. Па, саветујем вам да прочитате како повећати ресурс обичне брегасте осовине овде.
Кућишта лежајева Брегасте осовине морају бити без пукотина и оштећења, а површине лежаја испод рукаваца брегасте осовине морају бити без уреза и огреботина. Размак између рукаваца брегастог вратила и рупа лежајева се одређује мерењем ових делова и одузимањем од већег мањег (микрометар и унутрашњи мерач).
Такође, зазор се може одредити помоћу пластичне калибрисане жице (описане на примеру радилице). Процењени зазор за нове делове: 0,069 - 0,11 мм, а максимално дозвољено хабање: не више од 0,2 мм. Након замене делова који се не уклапају у максимално дозвољене празнине, остаје да се све састави. Након глодања седишта и преклапања вентила на вентилу на месту контакта са седиштем, треба да буде танка (1 - 1,2 мм) мат трака, без прекида у кругу.
Након монтаже вентилског механизма (сушења), проверавамо вентиле на цурење, за то напунимо коморе за сагоревање керозином, најмање два минута, а најбоље пет, не би требало да буде цурења керозина између седла и вентила. Затим поставите главу на блок, наравно, уградите нову заптивку између њих.
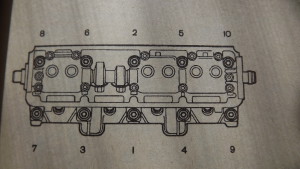
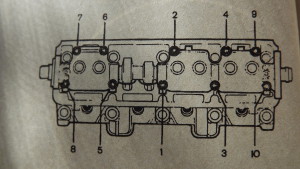
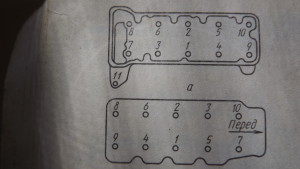
Редослед затезања вијака главе и матица кућишта лежаја приказан је на слици испод. Приликом затезања користимо момент кључ, а потребан момент затезања за вијке налазимо у приручнику нашег мотора. Остаје да се стави и затегне погонска ременица и подеси термичке празнине.
алат за пуцање вентила
Подешавање термичких празнина.
Термални зазори вентила на сваком моделу мотора имају различиту вредност, више на дизел моторима, мање на бензинским моторима, а сваки произвођач пише своју вредност у упутству или на налепници поклопца вентила (за издув је увек више, пошто има више грејање).
Описаћу прилагођавање празнина и, ако постоје бројеви, онда је ово само приближна вредност. Уопштено говорећи, постоје два главна начина подешавања: заменом подметача (на новијим моторима) и на старијим (класичним) моторима, коришћењем вијака за подешавање са контра-матицама.
Шим начин: за почетак, постављамо брегасто вратило према ознакама (обично на ременици и конектору главе са блоком), али завртањ радилице окрећемо само у смеру казаљке на сату, а затим га окрећемо за још 40 -50 °. Ово је 2 - 3 зуба на ременици брегастог вратила, док ће у првом цилиндру бити фаза сагоревања.
Меримо зазоре вентила првог цилиндра помоћу мерача, а ако су зазори већи од нормалног, онда запамтите колико више, затим притисните потискивач и уклоните подлошку за подешавање. Његову дебљину меримо микрометром. Одређујемо дебљину нове подлошке према формули: Т \у003д Б + (А - Б), где је Т дебљина нове подлошке, А је измерени зазор, Б је дебљина уклоњене подлошке, Б је називни зазор мм.
На пример: А \у003д 0,28 мм; Б = 3,80 мм; Б = 0,25 мм, онда добијамо Т = 3,80 + (0,28 - 0,25) = 3,83 мм - дебљина нове подлошке. Након што смо повукли потискивач (са посебним трном), уградимо нову дебљу подлошку, а затим проверимо да ли сонда треба да уђе између потискача и брега са благим штипањем. Остаје да узастопно окренете радилицу за пола окрета (а ознака на ременици брегасте осовине се окреће за 90 °) и подесите зазоре на вентилима преосталих цилиндара.
Метод савијци за подешавање још лакше. Прво, такође постављамо брегасту осовину на ознаке, што одговара крају компресијског хода клипа првог цилиндра, проверавамо зазоре оба вентила сондом и да ли сонда пролази слободно или уопште не пролази , вршимо прилагођавање.
Да бисмо то урадили, стављамо кључ кључ на вијак за подешавање, а отворени кључ на сигурносну матицу и отпуштамо ову сигурносну матицу.Затим убацујемо сонду између завртња за подешавање и вретена вентила и окрећемо завртањ, пазећи да сонда клизи уз благи напор, када смо то постигли, извадимо сонду и затегнемо сигурносну матицу, пазећи да је подешавање вијак остаје на месту (не помера се).
Слично томе, подешавамо празнине у 3, затим 4 и 2 цилиндра, окрећући радилицу за 180 ° након сваког цилиндра (брегаста осовина ће се окренути за 90 °, респективно). То је све, затворите поклопац вентила.
Више о подешавању зазора вентила можете прочитати овде.
Често на моторима који су радили са неправилним термичким зазорима, плоче вентила, на месту контакта са својим седиштима, изгоре и губе непропусност. Од тога, компресија у цилиндрима природно опада, и, сходно томе, пада снага мотора.
Мотору можете вратити претходну снагу преклапањем вентила. Како и уз помоћ шта то учинити исправно, можете прочитати у овом корисном чланку. Па, овде сам написао посебан детаљан чланак о уређају, одржавању и поправци главе мотора.
Надам се да ће овај чланак о поправци главе цилиндра бити користан почетницима, срећно свима.
Почнимо са дефинисањем појмова. Блок цилиндра савременог аутомобила је основа мотора, на који су монтиране преостале компоненте мотора: цилиндри, радилица, уљно корито, глава цилиндра.
Управо то квар и поправка главе цилиндра нас занима. Да ли је могуће поправити главу цилиндра својим рукама у окружењу гараже-куће? А мајстори недвосмислено одговарају - да, поправка главе цилиндра "уради сам" је могућа.
Почнимо тако што ћемо разјаснити да је поправка главе цилиндра сложена операција и да ће од вас захтевати: мало разумевања структуре блока, присуство посебног браварског алата и способност да га користите.
Елементарни алати неопходни за поправку главе цилиндра
Трн за пресовање уљних заптивки.
Микрометар за мерне вентиле и водеће чауре.
Развртач за развртање нових чаура.
Трн за пресовање чаура.
Трн за пресовање чаура.
Уређаји за пуцање опруга вентила.
Сет упуштача за рестаурацију седишта вентила.
Грејна плоча за загревање главе цилиндра током отклањања кварова и пре притискања чаура.
Не заборавите на потребне резервне делове и етикете
По правилу, скоро свака поправка главе цилиндра захтева њено демонтажу. Изузеци су, на пример, замена заптивки осовине вентила. Стога, пре него што почнете да демонтирате главу цилиндра, размислите о куповини потребног комплета резервних делова.
Данашње тржиште нуди сетове глава (или, једноставним речима, горње сетове), који укључују заптивку главе цилиндра и све заптивке и заптивке који се налазе изнад главне заптивке.
Па, алат и минимални комплет су спремни, почињемо да решавамо проблеме са главом цилиндра.
Пре демонтаже, морамо проверити релативни положај радилице и брегасте осовине према ознакама. Све дотле да сами постављамо додатне оцене.
За одређене моделе аутомобила, технологија демонтаже главе цилиндра је описана у приручницима. Али вреди подсетити на карактеристике неких операција.
Од средине отпуштамо завртње за монтажу главе за 0,5-1 окрет, наизменично. Вијци са унутрашњим прорезима морају бити претходно очишћени од наслага угљеника, иначе лабаво уметнут кључ прети кваром и проблемима током демонтаже;
када демонтирате главу цилиндра, ако не постоји дијаграм за повезивање свих врста вакуумских цеви, онда морате сами скицирати овај дијаграм, претходно применивши одговарајуће ознаке.
када скидате опруге вентила, користите извлакаче да их олабавите, али не принцип „јаког чекића“.
Праћење стања главе цилиндра
У ствари, у глави цилиндра нема толико основних параметара које треба проверити пре него што почнете да поправљате главу цилиндра. Дакле, хајде да почнемо да тражимо типичне кварове на глави мотора.
Доња раван главе цилиндра. Проверава се уз помоћ закривљеног лењира и сета сонди. Лењир се поставља дуж дијагонала главе на раван и дебљина зазора се одређује помоћу мерача. Ако је размак већи од максималног дозвољеног размака од 0,05-0,06 мм, потребно је брушење главе цилиндра.
Истрошеност рукаваца и лежајева брегастог вратила. Сви пречници се мере микрометром и упоређују са максимално дозвољеним вредностима за одређени модел мотора. На основу резултата мерења доноси се одлука о врсти поправке или замене делова. Не заборавите да визуелно процените спољашње стање површина. Не би требало да имају очигледне знаке механичких оштећења: огреботине, струготине, огреботине, жљебове итд.
Контрола хабања вретена и чаура вентила. Произведено микрометром на неколико контролних тачака штапа по обиму. Вентил се замењује ако разлика у пречнику прелази максимално дозвољене параметре које је навео произвођач.
Ако немате такав уређај као мерач отвора за одређивање хабања водећих чаура, онда се то може одредити по зазору вентила (новог) у чаури. По правилу, чауре се замењују новим.
Хабање таквих делова, као: седла, полуге, клацкалице, брегови се одређују визуелно. Ако је скошња на вентилу "неуспела", али је стуб у реду, онда се обрађује, а вентил се може поново користити.
Остали дефекти главе цилиндра може се одредити и визуелно. Присуство неравнина и серифа на површини главе блока елиминише се брушењем главе цилиндра како би се елиминисала непропусна веза између главе цилиндра и самог блока.
Дакле, поправку главе цилиндра вршимо истовремено са отклањањем кварова, како кажу, како невоље стигну.