Детаљно: уради сам поправку клипа од правог мајстора за сајт ру.елецтрицсци.цом/35.
Употреба: обнављање истрошених површина прецизних делова, као што су клипни парови пумпи за гориво високог притиска. Суштина проналаска: носеће површине се формирају на истрошеном клипу у облику цилиндричних каишева, равномерно распоређених дуж осе клипа, и затворених трака по ободу одсечених жлебова. Ширина трака и каиша се бира унутар 3-4 мм са укупном површином од 46-56% површине клипа. Носеће површине се формирају електроерозивним наношењем двослојног премаза са пластичном деформацијом површине првог слоја премаза, на пример отпорног на хабање од ВК 8, пре наношења другог слоја антифрикционог материјала, нпр. бакарно-графитном електродом, након наношења премаза, клип се увлачи у преливање од ливеног гвожђа уз додатак абразивних паста. Обновљени пар се користи уместо новог. 1 илл.
Проналазак се односи на методу електроерозивне рестаурације истрошених површина прецизних делова и може се користити у машинству и поправци машина за рестаурацију клипних парова пумпи за гориво високог притиска (ХПФП).
Позната метода обнављања радног профила делова који раде у условима неравномерног хабања, према којој се на радну површину профила делова претходно наноси заштитни слој, чија је дебљина граница за изабрани електроерозивни режим ( ур. ЦЦЦП Н 698746, класа Б 23 Х 9/00, 1979).
Недостатак познате методе је у томе што се гранична дебљина слоја за изабрани електроерозивни режим карактерише концентрацијом дефеката и заосталих затезних напона, што је непожељно при упаривању делова прецизних парова.
| Видео (кликните за репродукцију). |
Најближи предложеном техничком решењу је метод опоравка клипних парова, укључујући формирање носеће површине на клипу у виду цилиндричних каиша са антифрикционим премазом (ед. Ст. Н 1715864, Ц 21 Д 1/78 , 1992).
Позната метода не обезбеђује потпуни опоравак радног века и радних параметара пара клипа.
Проналазак се заснива на задатку имплементације такве методе која би повећала ресурс клипног пара, интензивирала процес уходавања спојних површина током времена побољшањем квалитета опоравка.
Проблем је решен чињеницом да се у поступку обнављања клипног пара, који подразумева формирање носеће површине на клипу у виду цилиндричних трака уз наношење антифрикционог премаза, према проналаску, користи цилиндричне траке се равномерно постављају дуж осе клипа и формирају се додатне носеће површине у виду затворених трака по ободу одсечених жлебова, док се ширина трака и цилиндричних каиша бира у границама од 3-4 мм са њиховом укупном површине 46-56% површине клипа, потпорне површине се формирају електроерозионим наношењем двослојног премаза са пластичном деформацијом површине првог слоја премаза пре наношења другог, антифрикционог.
Предности приложене методе су у томе што наношење доњег слоја премаза од материјала отпорног на хабање, а горњег од антифрикционог материјала обезбеђује не само високу отпорност на хабање, већ и добро лепљење и уходавање; површинска пластична обрада доњег слоја пре наношења горњег обезбеђује добро пријањање слоја на подлогу, промену унутрашњих затезних напона у унутрашње напоне притиска и равномерну дистрибуцију дебљине слоја премаза.
Премаз у облику равномерно распоређених трака и по ободу одсеченог жлеба обезбеђује формирање микрошупљина, које по својој намени одговарају лавиринтским заптивкама.
Вредности површине премаза у оквиру 46-56% укупне површине опоравка са ширином траке премаза од 3-4 мм одређене су додатним експерименталним студијама и обезбеђују довољну величину потпорне површине и затегнутост пара клипа. .
На цртежу је приказан општи поглед на склоп клипног пара, који је извучен према захтеву. Пар клипа укључује: клип 1, чауру клипа 2, одсечене жлебове 3, аксијални отвор у клипу 4, дијаметрални отвор у клипу 5, улазни отвор у чаури 6, обилазни отвор у чаури 7, премаз радне површине клипа који се састоји од доњег хабајућег слоја. отпорни слој 8 и горњи слој против трења 9.
Пример конкретне имплементације методе.
Истрошени клипови пумпи за гориво високог притиска дизел мотора КамАЗ-740, направљени од челика ШКх15, били су премазани премазом отпорним на хабање на местима изнад одсеченог жлеба, испод одсеченог жлеба, дуж ивица резни жлеб са легирајућом електродом отпорном на хабање од материјала ВК8 под следећим режимима: јачина струје И 0,8А, струјна фреквенција ф 200 Хз, време допинга 
= 1 мин/цм 2 са формирањем ширине трака премаза од 3-4 мм и укупне површине формираног премаза Фцовер. 46-56% површине за рестаурацију клипа са уједначеним распоредом премазних трака на површини која се обнавља.
Након наношења премаза, површине клипа које се обнављају се обрађују посебним троваљкастим ваљком са силом котрљања од 100 кгф. Поновно премазивање истих површина врши се антифрикционом допираном бакар-графитном електродом у режимима И 1.2А, ф 200 Хз,
\у003д 1 мин / цм 2 ..
Након повећања спољашњег пречника клипа у одељцима 8, 9, он се меље у преклопу од ливеног гвожђа уз додатак абразивне пасте, а затим у комбинацији са чахуром клипа 2 са абразивном пастом. Након тога, на овај начин обновљени пар клипа се користи уместо новог.
На специјалном сталку СТАР-12Ф за циклично снабдевање горивом, спроведена је студија за утврђивање зависности трајања радног времена у сатима обновљеног клипног пара уз обезбеђење оперативног снабдевања горивом од ширине траке формираног премаза. радни век од најмање 2500 сати.Резултати студије указују да са ширином формираних тракастих премаза од 3 мм или више обезбеђује стабилан рад. Ограничење максималне ширине траке премаза од 4 мм је одређено економском изводљивошћу.
Студија за одређивање зависности времена рада у сатима рестаурираног пара клипа уз одржавање ширине траке премаза од 3-4 мм и обезбеђивање оперативног снабдевања горивом, у зависности од односа укупне површине формираног премаза (Фцовер) до зоне опоравка клипа (Фплунг. ) изведена је на посебном постољу СТАР-12Ф за циклично снабдевање горивом уз обезбеђен радни век од најмање 3000 сати.Резултати студија рестаурираних парова клипа утврдили су најдуже трајање рад пара клипа са укупном површином формираног премаза (Фцовер) једнаком 46-56% површине опоравка клипа (Фплунгер) са ширином формираних трака премаза од 3-4 мм са њиховом равномерном локацијом на рестаурираној површине и усклађеност са ресурсом новог пара клипа.
Метода за обнављање пара клипа, у којој формирање носеће површине на клипу у облику цилиндричних трака укључује наношење премаза против трења, који се одликује тиме што су цилиндричне траке равномерно распоређене дуж осе клипа и формирају додатне носеће површине у виду затворених трака по ободу одсечених жлебова, док се ширина трака и цилиндричних каиша бира у границама од 3-4 мм са укупном површином од 46 56% површине клипа , потпорне површине се формирају електроерозионим наношењем двослојног премаза уз пластичну деформацију површине првог слоја премаза пре наношења другог, антифрикционог.

Почнимо са најмањим, шта је клип? Клип је врста клипа који је направљен у облику цилиндра, његова дужина прелази његов пречник. У дизел аутомобилима и опреми за гориво, такозвани парови клипа су постали широко распрострањени. Пар клипа се састоји од клипа и чахуре.
Пар клипа је један од главних делова пумпе за гориво високог притиска или, скраћено, пумпе за гориво високог притиска. Пумпа за гориво високог притиска бележи и испоручује потребну порцију горива у право време за мотор. Такође га испоручује под одређеним притиском и убацује се у цилиндре мотора. Да би се избегло цурење горива под високим притиском кроз зазор између чауре и клипа, размак је веома мали, само 1-3 микрона. Клипови и чахуре су направљени од челика високе чврстоће каљеног до високе чврстоће, што резултира прецизним висококвалитетним паром делова који се не могу засебно мењати.
За парове клипова, присуство воде у дизел гориву је поражавајуће, јер када она уђе у отвор прецизних делова, филм горива који подмазује пар на трљајућим површинама се ломи и клип неко време ради без подмазивања. Као резултат тога, на површинама се формирају такозване „запечаћења“, због чега се клинају. Па и сам улазак воде се зна одакле, ово је неквалитетно дизел гориво, а вода такође доприноси корозији чахуре и клипа, што доводи до тренутне поправке клипова.
Поред воде, проблеми се често јављају и као резултат уласка микроскопских честица прашине у гориво, ради као абразивни алат, а такође штети пару клипа у пумпи. Због продирања разних нечистоћа у механизам клипног пара, долази и до заглављивања и прекида рада пумпе и мотора аутомобила, све то доводи до поправке.
Клипни парови пумпи за гориво високог притиска су механизам високе прецизности и да би се избегао његов квар потребно је редовно дијагностиковати клипни пар и користити висококвалитетно гориво.
Да бисте дијагностиковали клипни пар пумпе за гориво високог притиска, потребно је имати специјалну опрему која вам омогућава да проверите степен истрошености пара клипова, а тек онда, ако је потребно, замењује се новом. или рестауриран. Поправка пара клипа се састоји у потпуној рестаурацији геометријских параметара чауре и самог клипа. Рукав се обнавља механичком обрадом. Клип се поправља наношењем тврдог хрома отпорног на хабање. Самостално у гаражи без опреме, тј. на занатски начин, немогуће је поправити клипове.
Пријавите се за налог. То је једноставно!
Већ регистровани? Пријавите се овде.

Здраво драги форумаши!
Питање/проблем ове врсте.
Хиундаи Террацан 2.9 црди, расхладна течност је одлазила, одвезли ауто у сервис, има "специјалаца" (истинито говорећи, град је мали и стручњаци за
Скоро да немамо Хиундаи) рекли су да је цурење због пумпе, заменили су пумпу, не возимо се често, па тек после пар месеци
приметио да проблем није решен и да расхладна течност и даље нестаје и да морате да допуните. Одвезли су га у други сервис, рекли су да цури испод „предњег поклопца мотора“ и потребно је заменити заптивку која се „повремено истиснула/истрошила“, препоручили су наручивање комплета и замену све већ (јер се по њима једна заптивка не продаје посебно), с обзиром на то и на чињеницу да сервис не зна да ли је потребно скидати мотор (они још нису радили такав посао), ја сам следећа питања.
1. Да ли треба да скинем мотор да бих заменио ову заптивку, „испод предњег поклопца мотора“ или се може заменити без уклањања?
Ако сам добро разумео мајсторицу - која ми је објаснила, она некако "затвара" прозоре расхладног система, и налази се испод или око пумпе. - (Купио сам ауто са подршком, недавно, тако да сам слаб у њиховој поправци и другим стварима)
2. Да ли је могуће купити и да ли се једна заптивка продаје посебно?
Или ипак купите комплет и замените све, или узмите комплет и промените само један? - препоручили су куповину оригиналног комплета, да ли је много бољи од „неоригиналног“?
3.Колико сам разумео, постоји велика вероватноћа да је стара пумпа исправна и да је у потпуности оперативна, могу ли то некако утврдити током визуелног прегледа, или само питати стручњака?
пс. Унапред хвала на одговорима, ако сам тему некако погрешно направио, или у погрешном делу, извињавам се администрацији и по могућности уредим/пребацим у праву.
пс2. На интернету, на захтев за поклопац, ово се појавило, зар не?
Први пут пишем форуму, молим вас да се јавите молбом новом (неискусном) власнику Террика и опростите ми што не познајем технички део!
Проблем је почео са доласком топлоте, чуо сам да се појавио нови звук у задњем делу аутомобила (у почетку сам се огрешио о гуму), испоставило се да није.
Стигао сам у службени сервис, мајстор је подигао ауто, рекао да за замену лежајева осовине, које сам успешно наручио преко форума (тамо су одбили да ме замене, јер нису могли да гарантују квалитет поправке, рекавши да су већ поломили осовину)
Пријављен за замену у другој канцеларији. сервис, када су кренули са радом, испоставило се да то нису лежајеви осовинског вратила, већ лежиште погонског зупчаника задње осовине (дршка), рукама су окретали кардан и осетили квар лежаја.
Зато желим да вас питам, да ли сте наишли на овај проблем и да ли сте у праву на сервису?
Ако јесте, реците ми шта се мења паралелно са лежајем дршке (ЛСД мост), који су бројеви делова.
У прилогу је комплет за обележавање клипа и заптивке за мој 4ЈГ2. Леви спреј. Мајстори су рекли да би ми одговарали Сурф, Делики. У ствари, није тако испало.
Да ли саму осовину треба подмазати гоја пастом и ходати по њој?
У продавници има 5 клипова за овај мотор, саветовали су ми да донесем стари и покупим га. Онај за делику, сурф, бигхорн 9600, па узлазно 10800, 12000. Најскупљи ми је 14500 рубаља. Из Јапана су то проценили према таблици (у другој продавници) - 9600 рубаља. Али био сам збуњен када је продавац рекао да су исти на свим 4ЈГ2.
Шта је Гоја тестенина? Убијте клип. Поверите овај посао занатлијама са нормалним постољем, не саветујем да се сами пењете. У Јужно-Сахалинску сигурно нема занатлија. Парови клипова се продају већ млевени у правој величини - паста ће само повећати размак, притисак ће пасти и пара ће отићи у смеће. Рецимо, код брата, пре монтаже, пумпа и пара се добро оперу, мењају се све гумене траке и бакарне подлошке у пумпи (да, за једнократну употребу), пунило, па састављена пумпа „јури“ неко време на постољу, мери се притисак, врши се почетна „доза горива“, врши се подешавање итд. итд.
А цена је око 7-10 рубаља за све. Возио сам ауто ујутру, покупио га поподне - скинуће / уградиће пумпу, промениће клип, подесити га као сат, ако треба - заменити зупчасти каиш, заптивке главе, проверити бризгаљке, заменити прскалице (у суштини све је уз додатну накнаду). У овај новац је укључен и клип (опорављен хромом са сличне пумпе и шта год да кажу противници ове методе - сам сам га клизио 4 године и не пада ми на памет да се пењем у пумпу, пре месец дана Управо сам променио гумене траке, јер је прстен на окидачу био истрошен и пумпа је почела да цури - 30 минута рада).
ПС: Главна ствар је да промените филтер на време и не преплавите соларијум непознатог порекла.
Технолошки процес поправка клипних парова хемијско никловање укључује следеће операције:
- прање, контрола и сортирање делова;
- механичка обрада клипова и чаура;
- хемијско никловање клипова;
- обрада клипова након проширења;
- избор и међусобно брушење делова;
- контрола и прихватање паре.
Прање, контрола и сортирање клипних парова. Контрола и сортирање клипних парова састоји се од спољашњег прегледа делова и испитивања густине. Посебну пажњу треба обратити на откривање корозије. Ако се пронађу трагови корозије или уздужне огреботине, делови се поправљају.Парови клипова са глатком радном површином тестирају се на густину. Парови клипа, чија је густина мања од норме, раставити; клипови и чауре се шаљу на поправку.
Обрада клипа. Да би се радној површини дао исправан геометријски облик, као и да би се уклонили ударци и ризици, делови се подвргавају механичкој обради (прелиминарној и завршној обради). Прелиминарно лепљење радне површине клипова ламелом од ливеног гвожђа врши се на посебној завршној глави или стругу.
Обрада рукава. Машинска обрада чаура укључује следеће операције:
- претходно заливање рупе;
- фине рупе за лепљење;
- преклапање крајње површине;
- контрола и разврставање делова у групе.
Хемијско никловање клипова. Површине клипа које нису подвргнуте хемијском никловању прекривене су танким и непрекидним слојем ПВЦ лака и осушене у рерни на температури од 30-40°Ц. Да би се обезбедило добро пријањање легуре, површина део је пажљиво одмашћен бензином и калцијум-магнезијум кречом.
Обрада након проширења. Ако је потребно, делови се брусе како би радна површина добила правилнији геометријски облик. Преклоп треба слободно да се креће дуж осе клипа при 150-200 о/мин дела. Приликом обраде препоручује се употреба танке ГОИ пасте. После темељног прања у бензину, делови се мере и сортирају у групе према величини пречника радних површина са интервалом од 2 микрона.
Избор и међусобно млевење. Након завршне обраде, клипови се бирају и прилагођавају рукавима. Клип треба да уђе у чауру приближно дужине радног појаса. Међусобно брушење делова врши се на 150-200 о/мин вретена. У овом случају се користи танка ГОИ паста или алуминијум оксид. Померајте рукав дуж клипа глатко, без притиска. Завршетак завршне обраде карактерише слободније кретање чауре по целој површини водилице.
Готове паре се перу у бензину и дувају компримованим ваздухом.
Контрола у пару и прихватање. Квалитет брусних површина утврђује се спољашњим прегледом и провером глатког кретања клипа у чаури. Затим се пар тестира на густину.
Преклопљене површине клипа и чахуре морају имати уједначен сјај, дозвољено је присуство најмањих потеза једва видљивих оку.
Након прања делова у дизел гориву, клип, извучен из чауре за 40-50 мм, треба да падне у вертикални положај под сопственом тежином док се не заустави на крају чахуре. Локални отпор, кочење и заглављивање клипа у чаури нису дозвољени.
Густина клипних парова се одређује испитивањем притиска мешавином уља МТ-16П и дизел горива вискозитета 10 цст на 50 ° Ц.
Паре се испитују под притиском од 300 кг/цм2 на температури течности од 18-20°Ц.
На пиринач. 164 приказује уређај за пресовање клипних парова. Испитни пар је уграђен у специјалну уклоњиву чауру 3, у којој је чаура причвршћена завртњем. Уклоњиви рукав има жлебове за постављање клипа под углом ротације у односу на прозоре рукава у положај максималног довода горива. Склоп чаура са испитним паром уграђен је у утичницу тела 9 уређаја.
Крај чауре је запечаћен брушеном петом 8 и стегнут завртњем 6 кроз шипку 7. Терет 12 помера клип нагоре кроз систем полуга 1 и потискача 2. Полуга 5 служи за подизање терета у горњи положај, а засун 11 служи за његово осигурање. Специјална полуга 10 је дизајнирана да доведе клип надоле током поновног тестирања.
Пиринач. 164. Уређај за испитивање притиска клипних парова.
Пар се тестира следећим редоследом. Оптерећење је фиксирано у горњем положају, чаура уређаја, заједно са лежиштем клипа, уграђена је у утичницу кућишта, крај чауре је запечаћен, а шупљина изнад клипа је испуњена мешавином за пресовање , отварање вентила 4 цевовода.Затим се реза за оптерећење отпушта. Под дејством оптерећења, клип сабија смешу до притиска од 300 кг/цм2 и, крећући се нагоре, постепено је истискује кроз отвор испитног пара. Трајање пада терета, који одређује густину пара, примећује штоперица. Сваки пар се притисне 3 пута. Тестови се сматрају тачним ако разлика између добијених података два експеримента не прелази 3 секунде. Ако је разлика већа, пара се мора опрати у чистом дизел гориву и поново тестирати.
Поправљени парови клипова се сортирају према њиховој густини у три групе. Прва група укључује парове са временом пресовања од 6-10 секунди, друга - 10-15 секунди. а до трећег 15-20 сока. Свака пумпа је опремљена паровима клипова исте групе густине.
Парови који не испуњавају спецификације у погледу густине се шаљу на поновно склапање. У случају благог залепљивања, пар клипа се поново добро опере у чистом дизел гориву и поново доведе под притисак.
За систематску проверу стања постоља користите контролни и референтни пар. Поред тога, за свако постоље се прави контролни рукав. Помоћу ове чауре бирају се два пара клипа између нових делова, чија густина одговара времену пресовања 6; 10 и 20 сек. Избор куглица клипа се врши на температури од 18 ° Ц на стандардној мешавини. Контролни парови су означени: "К-6 сек"; К-10 сец" и "К-20 сец". Ови парови се чувају у фабричком ОТК-у.
За референтне делове усвојена је следећа ознака: "Е-6 сец"; „Е-10 сек” и „Е-20 сек”. Ове парове користи надзорник радионице.
Дозвољена разлика у густини референтног и контролног пара је 0,5 сек. за парове са густином од 6 и 10 сек. и 1 сек. за парове са густином од 20 сек.
Сваког дана на почетку рада, као и након пуњења резервоара штанда свежом смешом, мери се густина референтних парова на радној чаури постоља.
Очитавање постоља сматра се тачним ако се добијена густина пара разликује од номиналне (означене на референтном пару) за највише 1 секунду. за парове са густином од 6 сек., за 2 сек. за парове са густином од 10 сек. и па 4 сек. за парове са густином од 20 сек. Ако је разлика у очитавању већа од наведених вредности, онда се референтни пар проверава у односу на контролну чахуру. Дозвољена разлика у очитавању при тестирању референтног пара на контролној и радној чаури је дозвољена не више од 0,5 сек. за парове са густином од 6 и 10 сек. н 1 сек. за парове са густином од 20 сек. Ако је разлика у резултатима испитивања већа, тада се радна чаура постоља и заптивна пета замењују новим деловима. Двапут месечно, референтни пар се проверава у односу на контролни пар на контролној чаури.
Након разврставања у групе, парови клипова се брендирају. Делови намењени за дуготрајно складиштење су конзервирани. Да би се то урадило, пар клипа се испере у чистом бензину, осуши, фиксира у посебан оквир и урони у каду са ваздухопловним уљем на температури од 110-120 ° Ц. Након престанка ослобађања пене, оквир са деловима се уклања. Након што уље исцури са површине делова, оквир 2-3 секунде. потопљен у купку са мешавином конзерванса која садржи 100 г парафина на 1 кг авио уља. Температура смеше је 75-85 ° Ц.
Након конзервирања, сваки пар се умотава у пергаментом навоскиран или азокерит папир и ставља у кутију.
Пажња! Мрежа ауто сервиса по повољним ценама. БЕСПЛАТНА провера поравнања точкова! Без редова! Поправка истог дана!
Преузмите/одштампајте тему
Преузмите тему у различитим форматима или погледајте верзију теме за штампање.
Пумпа за гориво високог притиска је суштински део сваког дизел мотора. Због овог механизма, гориво постаје не само течност, већ мешавина горива и ваздуха. На рад пумпе утиче и такав део као што је пар клипа. Она је одговорна за снабдевање горивом и његову дистрибуцију.
У дизајну овог елемента постоје два главна дела - клип и чаура.
Клип се састоји од малог цилиндричног клипа. Када пумпа ради, клип се помера унутар чауре. Вршећи покрете горе-доле, клип усисава гориво, а затим се наизменично убризгава у млазнице радних цилиндара, где се пали под високим притиском у распршеном стању. Пар клипа пумпе за убризгавање има неколико рупа на чаури кроз које улази дизел гориво за накнадно убризгавање.
Другим речима, главна намена пара клипа је да прецизно мери гориво, како би га потом довео у цилиндре мотора. Такође, овај елемент помаже пумпи да снабдева гориво у право време са правим притиском. Да би се све одвијало без кварова, неопходно је да клипни пар испуњава све захтеве. Стога се клипни пар, чија цена није тако мала, мора производити на високотехнолошкој опреми, нереално је направити га код куће.
Пар клипа пумпе за убризгавање - сложен елемент, њиме се мора управљати са опрезом и стално у складу са потребним захтевима. Да би уређај радио несметано и ефикасно, треба користити само висококвалитетно гориво. Пошто квалитет горива на нашим пумпама оставља много да се пожели, рестаурација клипних парова је веома популарна услуга.
Гориво лошег квалитета садржи велики број хемијских елемената, што значајно смањује издржљивост пара клипа. Најнегативнији ефекат има вода, која улази у гориво као кондензат. Ако између рукава и клипа има пуно воде, филм за подмазивање нарушава његов интегритет и део наставља да ради без подмазивања. Ово може толико деформисати део да враћање клипова једноставно неће помоћи. Остаје само да купите пар клипа у продавници и покушате да допуните гориво само висококвалитетним горивом.
Постоји неколико знакова да је део неисправан. Један од њих је неуспех мотора да се покрене, посебно када је мотор загрејан. Такође можете сазнати да ли пар клипа пумпе за убризгавање ради нормално док мотор ради. Морате обратити пажњу на квалитет његовог рада. Ако је пар клипа неисправан, онда мотор губи снагу и ради са некарактеристичним звуковима. Поред тога, мотор може радити грубо и нестабилно. Ако је примећен бар један симптом, онда је неопходно направити дијагнозу.
Треба напоменути да се за дијагностику користи посебна опрема. Стога је код куће врло тешко рећи да ли је пар клипа неисправан или не. У сервису, професионалци могу тачно рећи о квару, а метод решавања је подешавање или потпуна замена. Током поправке потребна је посебна опрема за враћање непропусности чауре и клипа.
Сада би требало да вам кажемо како да замените пар клипа. Прво морате да одете у продавницу, покупите и купите пар клипова који ће одговарати једном мотору. Неопходно је раставити све што се уклони око пумпе за гориво. Ово је неопходно како би се стари клипни пар уклонио без проблема и ништа не омета. Затим морате уклонити предњи поклопац мотора, одврнути матицу која причвршћује погонски зупчаник, а затим одврнути све цеви и уклонити пумпу за гориво. Сви делови који су у прљавштини, морају се истовремено очистити. Тек након тога можете почети да растављате пумпу за гориво, одврните сам пар клипа, али то урадите са великим опрезом и на посебно припремљеном месту са сетом потребних алата.
Неопходно је пажљиво испразнити гориво из њега, демонтирати стари пар клипа, проверити стање преосталих делова, односно брегасте подлошке, ваљака, пумпе за повишење притиска итд.Након тога, потребно је заврнути спој са вентилима и пригушивачем мотора са старог пара на нови. Затим можете све саставити обрнутим редоследом, након што темељно оперете пар клипа са дизел горивом од конзервације пре уградње.
Да бисте подесили количину горива која се убризгава, постоји посебна резна ивица на клипу. Када се клип помери нагоре, прво затвара излазни отвор, а кроз ову ивицу отвор се лагано отвара. Сечење ове ивице се врши спирално, тако да се при окретању клипа мења време одсецања. Да би се клип ротирао и правио транслаторне покрете, он се наслања на брегасту подлошку и спаја се са својим клином. Када се подлошка ротира, она такође окреће клип, а брегасти се увлаче у ваљке и гурају га. Клип се подешава помоћу подметача различите дебљине. Најважније је да не заборавите да је пар клипа, чија је цена прилично велика, веома крхак и сложен, тако да морате да рукујете њиме веома пажљиво.
Рад дизел мотора је четири циклуса, током којих се формира запаљива мешавина горива и ваздуха. До паљења не долази због варнице, већ због високог притиска, па је степен компресије код дизел мотора увек повећан.
Цумминс Инц. је један од водећих светских произвођача дизел мотора и генератора. Мотори ове компаније су веома различити: снага варира од 30 до 3600 коњских снага, а величине мотора од 1,5 до 90 литара.
Не постоји сложенија и одговорнија јединица у дизел мотору од система за убризгавање горива, тачније, његовог главног дела - пумпе за гориво високог притиска. Многи спојни делови, високо оптерећени агрегати, присуство прецизног система за дозирање чине поправку пумпи за гориво високог притиска тешким задатком чак иу условима рада. Све је теже поправити пумпу за гориво високог притиска дизел мотора својим рукама.
У аутомобилској технологији, скоро све се поправља, осим, можда, појединачних уљних заптивки и манжета, чија је поправка немогућа без посебних материјала. Сложеност постављања, дијагностиковања и поправке пумпи за гориво високог притиска захтева од запосленог вештине у раду са прецизном механиком.
Једноставно је немогуће поставити према фабричким параметрима, без посебног дијагностичког постоља за поправку пумпи за гориво високог притиска. Током дијагностичке студије пумпе за убризгавање, потребно је проверити:
- циклично напајање пумпе високог притиска, у читавом опсегу обртаја вратила пумпе високог притиска, при стартовању и након прекида довода горива;
- стабилност развијеног притиска;
- Равномерно снабдевање убризгане пумпе за гориво високог притиска до ињектора горива.
Чак и када имате приступ дијагностичком постољу и проучавајући питање поправке пумпе за гориво високог притиска користећи бројне видео записе, веома је тешко квалитативно проверити и проценити њен рад.
У тешким дизел моторима се користе клипне, линијске пумпе за убризгавање. Такве уређаје је теже одржавати и поправљати, јер им је потребна посебна опрема за растављање, тако да такве пумпе за гориво високог притиска и њихову поправку нећемо разматрати.
У путничком дизел мотору, скоро увек се користи пумпа за убризгавање дистрибутивног типа. За разлику од инлине, у дистрибутивној пумпи, сила на клип се преноси помоћу профилисаног брега. Испоставило се да је дизајн пумпе за убризгавање компактнији, али је тешко очекивати да је поправите на колену.
Пумпа за убризгавање Босх ВП44 се сматра најпознатијом и приступачном. Често се потреба за поправком унутрашњости пумпе јавља када:
- слаба вуча и непотпуно сагоревање горива чак и под идеалним условима - у одсуству оптерећења и потпуно загрејаном мотору;
- изненадни квар и заустављање дизел мотора под оптерећењем, како кажу, "смрт при полетању". Обично скенер у таквим случајевима дијагностикује код П1630 и П1651.
- појава цурења дизел горива у пределу жлезде заптивке централног вратила пумпе за гориво високог притиска.
Стога се ограничавамо на питање поправке пумпи за гориво високог притиска сопственим рукама заменом заптивки и елиминисањем хабања радних површина делова.
Пре него што раставите заптивку погонског вратила пумпе за убризгавање, покушајте да је померите у радијалном смеру. Ако се руком осети зрачност, узрок цурења горива може бити хабање радне површине вратила или је потребно поправити лежај.
Велики број подељених равни и спојних површина делова захтевао је употребу великог броја заптивки и заптивки. По правилу су направљени од висококвалитетног материјала и служе дуго док се не оштете током поправке или одржавања. У овом случају, за поправку Босцх пумпе за убризгавање, уради сам, користе се стандардни комплети за поправку.
Довољно је једноставно заменити заптивку на сензору положаја вратила и на контроли унапред убризгавања током поправке. За боље пристајање на нове прстенове и гумене траке, можете капнути неколико капи уља за вретено или мотор.

За превентивну поправку Босцх пумпе за убризгавање сопственим рукама, мораћете да раставите пумпу отприлике следећим редоследом:
- уклоните дозирни вентил са крајњег дела пумпе за убризгавање. Да бисте то урадили, одврните четири завртња потисне плоче, пажљиво отпустите кабл вентила за напредовање убризгавања. Након што уклоните три завртња који причвршћују вентил за дозирање, можете га пажљиво уклонити из утичнице;
- одвртањем држача на горњем поклопцу можете уклонити контролну плочу и приступити електроници;
- подесите положај осовине, као што је приказано на фотографији, уклоните камеру и приступите унутрашњости пумпе за убризгавање;


- након демонтаже лежаја уз помоћ специјалног извлакача, добијамо прилику да проучимо потенцијалног кривца за лоше перформансе пумпе за убризгавање - клип јединице за напредовање убризгавања. Често постоји површинско хабање и кидање ивица на делу. Можете покушати да поправите површину полирањем, замена целог дела је много скупља.


Након поправке, монтажа се врши обрнутим редоследом са прањем делова дизел горивом.
Често, поред хабања, на површини клипова постоји још један разлог зашто пумпа за убризгавање не развија потребан притисак. Овај узрок може бити крхотина, филмови или наслаге парафина таложене на мрежи филтера унутар пумпе. На страни улазне цеви налази се мрежа. Испирање канала је проблематично и неефикасно, лакше је уклонити мрежицу и издувати је компримованим ваздухом.
Сломљени комади крхотина могу заглавити клип клипа или чак узроковати ломљење или ломљење погонског вратила пумпе. Због тога, чишћење треба обавити веома пажљиво како би се избегла контаминација унутрашњих шупљина пумпе.
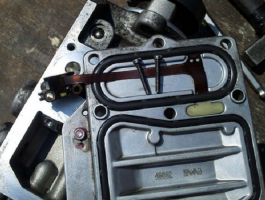
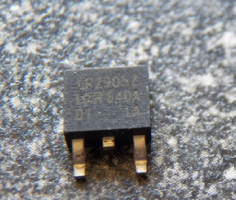
Међу многим разлозима за квар електронске „јетре“ пумпе за гориво високог притиска, лом или прегоревање контаката контролне плоче и квар транзистора снаге су чешћи од других. Ако вам знање и вештине рада са електронским уређајима омогућавају да "дијагностикујете" перформансе транзистора и поправите, требало би да покушате да идентификујете узрок и замените кривца исправним елементом.
Да бисте проверили стање „кривца“, морате пажљиво отворити црни поклопац, чврсто постављен на гумену заптивку са завртњима. Треба га пажљиво уклонити како не би оштетили сам печат.


Разлог квара не само транзистора, већ и целе плоче може бити ваздух који је ушао у шупљину због лошег рада дренажног система или неповратног вентила. Често покушавају да елиминишу проветравање окретањем стартера, надајући се да ће на овај начин пумпати дизел гориво у пумпу за гориво високог притиска. У овом тренутку, транзистор је отворен и максимално оптерећен, што доводи до интензивног загревања. У ваздушном окружењу са лошим одвођењем топлоте, неизбежно ће изгорети. У неким немачким аутомобилима постоји заштита која спречава покушај покретања мотора у недостатку горива у линији. Да бисте то урадили, користите сензор горива у резервоару.
Квар транзистора се може утврдити тестером за "бирање" или изгледом.Најбоља опција за поправку таквог квара била би замена целе контролне плоче. Можда је ово скупље од лемљења, али ће дати загарантован квалитет и стабилан рад пумпе за гориво високог притиска након поправке. У крајњем случају, дајте плочу и транзистор за лемљење специјалистима - инжењерима електронике.
Приликом уградње и поновног састављања након поправке, проверите затегнутост свих причвршћивача.
Ако током процеса ревизије нисте извршили пренагљене и неразумне замене делова, састављена пумпа би требало да ради са приближно истим параметрима као и раније. Стандардно, за тестирање и подешавање пумпе за убризгавање након већег ремонта, користите постоље Босцх ЕПС-815.
На видео снимку можете научити како повећати притисак клипа у Босцх ВЕ пумпи за убризгавање:
| Видео (кликните за репродукцију). |














