Овај поступак се изводи у следећем редоследу.
VIDEO
У обради метала, за производњу цилиндричних (конусних) делова, користи се струг. Постоји много модела овог производног уређаја, а сви имају скоро исти распоред сличних компоненти и делова. Једна од њих је чељуст машине.
Домаћи струг
За боље разумевање функција које обавља чељуст струга, можете размотрити њен рад на примеру уобичајеног модела 16к20. Након прегледа ових информација, можда ће неки домаћи мајстори имати идеју да креирају домаћи струг за металне радове својим рукама.
Ово је прилично компликована монтажа металног струга, упркос његовој привидној једноставности. Од тога колико је исправно направљен, инсталиран, подешен - зависи од квалитета будућег дела, и колико је времена било потребно да се то направи.
Чељуст постављена на машину 16к20 може да се креће у следећим правцима:
попречно - окомито на осу обртног предмета за продубљивање у њега;
уздужно - алат за сечење се креће дуж површине радног предмета како би уклонио вишак слоја материјала или окренуо навој;
нагнут - за проширење приступа површини радног предмета под жељеним углом.
Чељуст за машину 16к20 налази се на доњем клизачу, који се креће дуж вођица причвршћених на рам, и на тај начин долази до уздужног померања. Кретање се даје ротацијом завртња, који претвара обртну силу у транслаторно кретање.
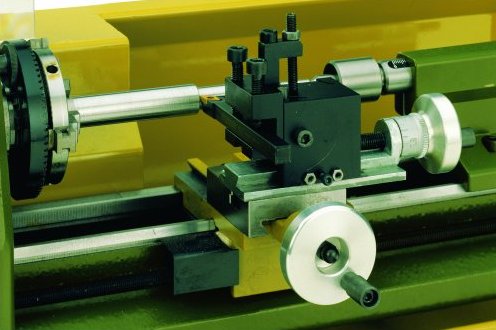
Носач струга је дизајниран да осигура и помера алат за сечење
На доњем клизачу, чељуст се такође креће попречно, али дуж одвојених вођица (попречни клизач) који се налазе окомито на осу ротације дела.
На попречни клизач, посебном навртком, причвршћена је ротирајућа плоча на којој се налазе вођице за померање горњег клизача. Можете подесити кретање горњег клизача са окретним завртњем.
Ротација горњег клизача у хоризонталној равни се дешава истовремено са плочом. Дакле, алат за сечење се поставља под задатим углом у односу на ротирајући део.
Машина је опремљена резном главом (држачем алата), која је причвршћена на горњи клизач помоћу специјалних вијака и посебном ручком. Померање чељусти се дешава дуж водећих завртња, који се налази испод погонске осовине. Овај феед се врши ручно.
У процесу рада на машини 16к20 долази до природног хабања, отпуштања, отпуштања причвршћивача чељусти. Ово је природан процес и његове последице се морају стално пратити кроз редовна прилагођавања и прилагођавања.
Главне компоненте струга
На носачу машине 16к20 врше се следећа подешавања:
Приликом попречног и уздужног кретања чељусти машине 16к20 дуж санки долази до хабања завртња и њихове радне површине услед сталног трења.
Присуство таквог слободног простора доводи до неравномерног кретања чељусти, заглављивања, осциловања под насталим бочним оптерећењима. Прекомерни зазор се уклања уз помоћ клинова, помоћу којих је колица притиснута на вођице.
Појављује се зазор у погону завртња. Можете га се решити без растављања са завртњем за причвршћивање који се налази на овом уређају за померање чељусти.
Током дуготрајног рада на металу на машини 16к20 долази до хабања и зачепљења заптивки, које се налазе на крајевима платформе колица. Визуелно, ово се одређује појавом прљавих пруга током уздужног кретања чељусти.
Предњи поклопац струга са уводницом
Да бисте отклонили ову појаву без растављања јединице, потребно је опрати паковање од филца и натопити га машинским уљем. Ако су истрошене заптивке потпуно неподобне, треба их заменити новим.
Овај уређај за струг се временом троши под сталним значајним оптерећењима у раду са металом.
Присуство значајног хабања лако се одређује стањем површине водећег клизача. На њима се могу појавити мале удубљења, што ће спречити слободно кретање чељусти у датом правцу.
Уз благовремену редовну негу, такве поправке можда неће бити потребне, али у случају таквог квара треба поправити а у случају већег хабања - замена.
Чељусти 16К20 често захтевају поправку колица, која се састоји у обнављању доњих вођица које су у интеракцији са вођицама кревета. Мора се водити рачуна о одржавању стабилног окомитог положаја колица.
Приликом поправке чељусти, потребно је проверити обе равни помоћу нивоа зграде.
Уређај за окретање којим се изводе метални радови може бити врло једноставан. Домаћу машину можете саставити сопственим рукама практично од импровизованих средстава, која су преузета из механизама који су постали неупотребљиви.
Домаћи струг
Требало би да почнете са металним оквиром завареним из канала, који ће бити кревет. Са леве ивице на њега је причвршћен предњи фиксни носач, а на десној је постављен носач. Домаћа машина „уради сам“ обезбеђује присуство готовог вретена са стезном главом или предњом плочом.
Вретено прима обртни момент од електромотора преко клинастог преноса.
Када радите са машином за метал, немогуће је држати резач властитим рукама (за разлику од рада са дрветом), тако да ће вам требати чељуст која ће се кретати уздужно. На њему је уграђен држач алата са могућношћу његовог наизменичног попречног на смер кретања саме чељусти.
Подешава померање чељусти и држача алата за задату вредност са завртњем за ручни точак који има прстен са метричким поделама. Замајац се покреће ручно.
VIDEO
Да бисте саставили уређај за окретање сопственим рукама, требаће вам:
хидраулични цилиндар;
осовина амортизера;
угао, канал, метална греда;
електрични мотор;
две ременице;
Белтинг.
Домаћи струг на каналу
Домаћи струг који се ради сам саставља се на овај начин:
Конструкција оквира је састављена од два канала и две металне греде. Када у будућности радите на деловима дужим од 50 мм, треба користити материјале дебљине најмање 3 мм за угао и 30 мм дебљине за шипке.
Уздужне осовине су причвршћене на два канала са вођицама са латицама, од којих је свака причвршћена вијцима или заварена.
За производњу наглавне главе користи се хидраулични цилиндар чија дебљина зида мора бити најмање 6 мм. У њега су утиснута два лежаја 203.
Кроз лежајеве, чији је унутрашњи пречник 17 мм, положена је осовина.
Хидраулични цилиндар је напуњен течношћу за подмазивање.
Испод ременице је постављена матица великог пречника како би се спречило истискивање лежајева.
Готова ременица се узима из старе машине за прање веша.
Чељуст је направљена од плоче на којој су заварене цилиндричне вођице.
Картриџ се може направити од комада цеви одговарајућег пречника, са завареним наврткама и рупама за 4 вијка.
Погон може бити електромотор исте машине за прање веша (снаге 180 В), повезан са батом ременом.
Потребне информације за поправку струга за резање шрафова 1к62 наведене су у приручнику за поправку. Овде можете пронаћи и информације о опцијама за надоградњу машине.
Машине могу имати различите врсте кварова. Многи од њих настају због непоштовања упутстава за негу и одржавање.
У сваком случају, пре него што наставите са решавањем проблема, морате се упознати са листом главних могућих кварова.
Ако је природа квара која се догодила идентична описаној, морате користити предложене методе отклањања.
Ако природа квара не одговара наведеним и тешко га је отклонити, контактирајте фабрику.
Списак главних кварова је дат у табели 1, кварови система подмазивања у табели 2.
Природа квара
Узроци
Методе елиминације
Пад или недостатак мрежног напона
Проверите присуство и величину напона у мрежи
Немогуће је мењати брзине 9, 10 (слика 6) са ручком 5 (карактеристични звук
Мењач се неће померити из неутралног положаја
Укључите електрични мотор и прекидач (слободни ход).
Насумично искључивање електромотора током рада
Термички релеј покренут преоптерећењем мотора
Смањите брзину резања и помак
Обртни момент вретена мањи од ручног
Недовољна напетост каиша
Повећајте напетост појаса
Фрикционо квачило лабаво
Кочење је преспоро
Слаба напетост траке
Повећајте напетост кочионог трака
Појачање калипера је мање од наведеног у приручнику
Опруга утоваривача није довољно затегнута
Поправка и рестаурација струга за завртње ТВ-4.
Композиција "Медиум Роцк" припада уметнику Аудионаутик. Лиценца: Цреативе Цоммонс Аттрибутион (хттпс://цреативецоммонс.орг/лиценсес/би/4.0/).
#ЛатхеТВ-4
Ако саставите домаћи струг за метал својим рукама, можете добити на располагању функционалну опрему за обраду метала без додатних трошкова. Ради објективности, размотрићемо не само процес монтаже, већ и тренутне понуде на тржишту готових производа. Информације у наставку ће вам помоћи да направите праву упоредну анализу, узимајући у обзир финансијске могућности, професионалне вештине и друге личне карактеристике.
Висококвалитетна домаћа производња ни на који начин није инфериорна од фабричког
Компактна опрема не заузима пуно простора у кућној радионици
Уз помоћ столног струга за метал, можете брзо и ефикасно обављати различите радне операције:
обрада крајева, жљебова са потребним нивоом тачности;
проширење постојећих конусних и цилиндричних рупа (развртање);
тачно сечење празнина према дужини утврђеној планом;
стварање рељефне површине ваљањем;
сечење стандардних и специјалних навоја (спољашњи/унутрашњи).
Сложени и јединствени производи могу се креирати без грешака са металним стругом за дом
Пажљиво проучите материјал у овом чланку. Ако је имплементација пројекта сопственим рукама тешка, знање ће бити корисно за објективну процену асортимана специјализованих продавница. Одвојени одељци садрже информације о правилима рада која ће помоћи да се продужи радни век процесне опреме и обезбеди висок ниво безбедности.
Чак и мали струг има велику тежину, ствара вибрације током рада. Потребан је поуздан оквир (1) на који су причвршћене функционалне јединице и појединачни делови. Ако је предвиђено да направите подну верзију, користите поуздане носаче жељене дужине. Коначна висина радне површине треба да буде прилагођена кориснику.
Следећа листа садржи друге компоненте:
Мењач је постављен у предњи део (3). Дизајниран је за подешавање брзине вретена (4), промену количине обртног момента.
Са полеђине, радни предмет је ослоњен на стражњу батину (6). Овде се по потреби уграђују и славине, бушилице и други алати.
У стандардном режиму обраде, секачи су фиксирани у посебном држачу (5).
Овај склоп је монтиран на чељусти (8). За глатко хоризонтално кретање користи се механизам за завртње, који се налази у кецељи (7).
Кутија за напајање (2) покреће погонско вратило.
колица (1) и цео блок у целини (17) покреће погонско вратило (2);
механизам за кретање је повезан са посебном ручком (15);
ови клизачи (3) обезбеђују слободу кретања горњег дела у попречном правцу (12);
причвршћен је на ротациони склоп (4) уздужним вођицама (5);
секачи су уграђени у држач (6);
за причвршћивање овог дела / алата користе се завртњи (7/8);
ручка (9) може безбедно да помера секаче на удаљености од радног простора;
елемент за причвршћивање (10) горњег дела (11);
за његово прецизно кретање у одговарајућим правцима користе се ручке (13, 14) са шрафом;
ручни точак (16) померите чељуст ручно.
У детаљном проучавању овог дела струга за метал потребно је узети у обзир повећана оптерећења којима је подвргнут у процесу извођења технолошких операција. Неопходно је обратити пажњу на велики број покретних компоненти.
Одржавање прецизне машинске обраде захтева више од само издржљивих делова. Константна прилагођавања ће помоћи да се елиминише зрачност како би се надокнадило хабање. Оштећене заптивке се препоручује да се замене новим производима.
У наставку ћемо размотрити пројекте који нису тешки за независну репродукцију са појашњавајућим коментарима. Пример на слици је погоднији за опрему за обраду дрвета. За дуготрајан рад са јаким радним предметима, потпорну ципелу треба направити од челичне плоче.
Поред стандардне опреме, такви заменљиви уређаји су корисни
Уз њихову помоћ, они проширују основне могућности задњег дела. У препорукама аутора предлаже се уклањање дела стандардног носача кертриџа (3). Ово ће повећати радни ход алата, обрадити веће радне предмете.
За производњу домаћих производа користе се једноставна дизајнерска решења.
Овде се користи ременски погон (1), који се одликује ниском ценом и ниским нивоом буке. Двострука ременица (2) је инсталирана за степен обртног момента. Да би се продужио век вретена (3), треба користити пар кугличних лежајева. Ако је потребно, у телу се праве рупе за периодично пуњење мазива.
По правилу, струг за метал је опремљен са стезним главама са три чељусти
Ове стеге се аутоматски центрирају без додатног подешавања. Самопроизводња таквих чворова ће изазвати потешкоће.Стога се овај функционални елемент главе струга може купити у продавници.
За обраду квадратних обрадака користе се модели са четири гребена.
Боље је направити главни део држача у склопивој верзији
Ово ће вам омогућити да извршите поправке без непотребних потешкоћа. У навојне рупе се ушрафљују вијци који чврсто фиксирају алат. Удаљеност између плоча се одређује узимајући у обзир димензије резача.
На врху је постављена ручка за брзо окретање чвора. Овај уређај вам омогућава да брзо промените алат за сложену секвенцијалну обраду радних предмета.
Израда металног струга сопственим рукама: упутства корак по корак са коментарима Прва фаза: избор уређаја за струг за метал, израда пројектне документације На следећим цртежима је приказан завршен пројекат. Такав релативно једноставан струг за метал за гаражу (радионицу) није превише тешко направити самостално. Појасеви и неке друге компоненте су стандардни артикли. Остале делове можете направити сами или наручити у специјализованој радионици.
Дизајн, главни делови, димензије
Компоненте заглавља и репа
Путни механизам и чељуст
Саставни делови вагона, монтажни цртеж
Да бисте изабрали потребну тачност кретања чељусти, промените корак навоја водећег завртња. Сече се матрицом на машини за сечење шрафова. Да би се ојачала структура, спојеви се израђују помоћу заваривања. Кућишта за главу се креирају из канала (бр. 12/14).
Горе представљени пројекат је дизајниран за употребу агрегата снаге 450-600 В са максималном брзином радног вратила - 2500-3500 о / мин.
Да би уштедели, неки аутори пројекта користе старе електромоторе из покварених кућних апарата.
Таква решења су сасвим прикладна ако изаберете радни мотор довољне снаге.
Разумна цена производа ове категорије олакшава проналажење прихватљиве опције у дистрибутивној мрежи. У овом случају можете рачунати на званичне гаранције произвођача.
Да не бисте погрешили, можете проучити примере фабричких машина за метал, успешне домаће производе. На основу такве мини студије, лако је закључити следеће пропорције: за обраду делова пречника 8–12 цм и дужине 60–80 цм користе се електромотори снаге 600–800 В. Погодни су стандардни модели асинхроног типа са ваздушним хлађењем. Модификације колектора се не препоручују. Они нагло повећавају брзину са смањењем оптерећења на осовини, што ће бити несигурно. Да бисте спречили такве ситуације, мораћете да користите мењач, што ће компликовати дизајн.
Електрично коло струга за метал
Треба истаћи једну предност ременског погона. Спречава директно механичко дејство на осовину од алата у попречном смеру. Ово продужава живот потпорних лежајева.
Овај алгоритам објашњава редослед акција при раду са горњим цртежима. Коришћење друге пројектне документације подразумева уношење одговарајућих измена у процес монтаже.
Почевши од предње главе. Уградите вретено у њега. Затим се цео склоп помоћу завртња спаја на доводну цев. Претходно се на деловима за причвршћивање режу навоји. Приликом извођења ове операције, поравнање делова се пажљиво контролише.
У следећој фази, оквир за напајање се саставља из канала. Када је оквир направљен, на њега се уграђује стожер. Овде такође треба пажљиво да контролишете паралелност цеви за трчање и дугих делова рама. Означите тачно. Рупе се буше узастопно са додатним отвором за развртање, проверавајући сваку тачку причвршћивања.Једна или две грешке неће прекомерно угрозити чврстоћу канала, па је боље направити нову прецизну рупу на другом месту, ако је потребно.
За твоју информацију! Не заборавите да уградите подлошке од опружног челика, које обезбеђују поузданост вијчаних спојева у условима високих вибрација.
Фабрички задњи стог струга за метал
Приликом склапања овог склопа посебну пажњу треба обратити на тачност постављања централних оса вретена (1) и пера (2). Ако се направи грешка, приликом обраде радних предмета добијају се коничне површине уместо цилиндричних. Такође проверите паралелност ових елемената текуће цеви. Потпорна шипка (3) спречава окретање задњег полуга. За подешавање висине могу се користити челични одстојници.
Делови чељусти се постављају узастопно у складу са дијаграмом монтажног цртежа. Овде није потребна посебно висока прецизност, јер су обезбеђена бројна подешавања. Ако се очекује велика употреба, раздвојите појединачне склопове тако да се делови који се троше могу заменити без додатних трошкова.
У завршној фази, уграђен је електрични мотор, прикључен на мрежу према одабраној шеми. Они својим рукама у пракси проверавају функционалност струга за метал. Да би се побољшао изглед и заштита од корозије, неки делови су премазани прајмером и бојом.
Ова фотографија металног струга јасно показује висок квалитет домаћег рада.
Видео (кликните за репродукцију).
За обраду предмета од дрвета, пластике и других меких материјала довољна је снага типичног електричног алата за домаћинство. Овај пример показује како направити функционалну машину својим рукама за 15-20 минута. Уз помоћ најновијих фотографија у табели, описано је стварање побољшаног дизајна: